
ホームページ>
技術情報
技術情報

EXOWELD熔接法についての説明
日本国内にある発熱熔接(ExothermicWelding)の接続にどう応用して居るのか,明らかではない。これに反してアメリカでは発熱熔接(日本では“テルミット”熔接と呼んで居る)は既に普遍的に接地線の接続に採用され,それ以外の分野に於ける接続,例えば大電流を流す母線(ブスバ一,Bus Bar)同士或は電線対母線(ケ一ブルとブスバ一)等にも広く用いられて居り(一般用の熔接剤,ウェルドメタル),又鉄道のレ一ルに電線(レ一ルボンド)を熔着するための熔接剤(ウェルドメタル),或は鋳鉄パイプなどに電線を熔着するのに適した熔接剤など多数開発され,普及化して居る。
1. 銅線の接続法(Connections)
銅線の接続法には“ボルト締め”(Bolted)、“クランプ”(Clamped)と“圧縮スリーブ”(Compressed)等の如く接触面に機械的圧力を加えて接触抵抗(Contact resistance)を減らすような“プレッシャータイプ”(Pressure type)と“ろう接”あるいは“硬ろう付け”(Brazing),つまり銅の融点よりも低い融点(Melting point)の金属或いは銅合金を電線の表面に熔かして接続部分もろとも包んでしまう接続法,例えば銀―銅蝋あるいは真鍮ろう接等,この時電線自体はもちろん熔けていないのである。半田付けは半田の熔ける温度が低すぎて(200℃付近)強度も落ちるので電力線方面の接続には使用を禁じられている。次に“熔接法”(Welding)であるが熱源としてガスとか大電流および電気アーク(Arc)熔接が考えられるが何れも設備が大きい上に熔接技術も難しいことから工場内である程度行われているに過ぎず作業現場で施行されることはほとんどない。
2. EXOWELD熔接法
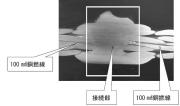
EXOWELD熔接法はアルミニウム粉と酸化銅粉末の混合熔接剤(WELDMETALというが)を燃焼させて得られる超高熱(Super-heated)銅(融)湯を鋳型内に組立てられた銅線継手(Joint)の上に注入して銅線を熔かし,混ぜあい固まって溶接作業を完了し,コネクタを作り上げるのがこの熔接の特徴である。そうしてこのプロセスは数秒の間に行われ,何ら外部の熱源を必要としない熔接法であるので発熱熔接(Exothermic Welding)或はAluminothermic Weldingと呼ばれ,1930年代にアメリカで発明され,鋳型を用いることから鋳造熔接である。
EXOWELDによる銅線の熔接接続(Connection)は銅撚線内の各素線端と熔接合金(Weld Metal)間の分子結合(Molecular Bond)であって,圧力型(PressureType)のような接触面がなく,永久的に劣化することはない。EXOWELDは鋳造熔接であるので鋳型(Mold)の設計によって接続部分の断面積を銅線のそれよりも大きくし,線の電流耐量以上のコネクタを作ることができる。
3. 接続法の性能の比較
以上各種接続法の性能の比較はアメリカの国家規格ANSI/IEEEstd.80-1976“AC変電所接地の安全手引き”(Guide for Safety in AC SubstationGrounding)内の第9章,“接地線(の太さ)と接続金具の選択”(SelectionofConductors and Joints)に精しく説明されているので以下その概要を述べる。
変電所の設置系統中の各構成素子(element),例えば,接地網(Grid) の電線、接続金具、引出線(Connecting leads)、及び総ての主要接地電極等は変電所の運転寿命中,各構成素子は次記条件を満足できるよう設計しなければならない。即ち,
A.最悪条件下で発生する最大故障電流量(Current magnitude)の通電時間中(duration)に鎔断してはならない。そして劣化してもいけない。
B. 良好な導電性を具備し,局部的な危険電位差(電圧)を発生しないこと。
C. 高度の機械強度を具備すること,特に傷害を受け易い場所に設置する場合には然りである。
以上の条件を満足する為,該標準の1976年版には銅線の鎔断特性、即ち鎔断電流量―時間特性及び各種接続金具の融点を加味した最小サイズの銅線を算出すべき“オンダードンク”(Onderdonk)氏の方程式が開発されて接地線の太さの設計に役立たせている。ボルト締めとEXOWELDとでは66%余計に太い銅線を使わなければならないことは経済上見過ごせない問題である。これら接続金具(変電所の接地に使用する)の品質とか性能はアメリカの国家標準ANSI/IEEE 837-1984“変電所の接地に使用される永久性接続金具の検定試験”標準(Standard for Qualifying Permanent Connection Used in SubstationGrounding)に従って厳密かつ厳格に検定される。検定試験の種目は引張(抜)試験(接続金具から電線を引き離す)で機械的に行うテストと電磁力的に行うテストの2テストがある。次に劣化試験として温度の上昇―冷却サイクル後の接続部分の抵抗変化と電流耐量試験,それから酸とアルカリ液に浸して腐蝕後に抵抗と電流耐量を測定するなど極めて苛酷な検定試験を行って居る。
この検定試験の結果,発熱熔接(Exothermic Welding)の真価,“コネクタの融点が接続銅線のそれと同等である”ということが解明され,以後の“発電所の接地工事”,或いは“工商業用電力系統の接地”(IEEE std.142),又は“国家電気工作物規定”(NEC, National Electrical Code, 1987)にも取り入れられて,アメリカ国内の接地工事の標準コネクタとなったような観がある。
4. モ一ルド(Mold)
モ一ルド(mold)ですがそれは人造黒鉛(グラファイト)の耐熱性級のもので作られ,燃焼室である坩堝と鋳型部分とから出来て居る。(写真参考)“モ一ルド”は電線の太さと接続方式によって多種多様の形と大きさになり,所要熔接剤の量も違います。接地関係に使われる“モ一ルド”は半永久性のもので,一個の“モルド”で平均50回ほど使えます。そして電線の差し入れ口などに保護枠を付ければ0回位は使えます。(硬銅線などを使用する場合は差し入れ口の損傷が激しい)。
5. 発熱熔接法の使用規定
熔接剤と鋳型(モ一ルド)の製作所は, 5~6社ある模様でモ一ルドの設計と熔接剤の使用量は殆んどアメリカの国家規定となって居る。例えば電線の太さが違う信号用ボンド線(Signal bond,大抵は細い電線)と推進力を伝える太いボンド線を熔着して行くのか関心が持たれる所です。レ一ルボンドの熔接に就てはアメリカの国家規格,AREMA (American Railway Engineering and Maintenance of WayAssociation)に精しい熔接法と試験法の規定があります。そこには熔接剤とモ一ルドその他は総て同一メ一カ一から供給するようにと推奨して居るのですが。
圖一 銅線の鎔断電流量―時間特性
 表一 各コネクタを使用した場合の所要電流のサイズ
表一 各コネクタを使用した場合の所要電流のサイズ

QC(品質管理)
米国UL規格(*)を所持する安全性
カタログの使用方法
1、接続する種類や電線の太さによりモールドのタイプとメタルサイズをカタログの表より選択します。
2、接続するための材料と器具類が必要となるものがありますので「アプリケーション」の(材料と器具類)AP-3 頁を参照してください。
3、技術説明が必要なときは集集電工業の日本担当までご連絡ください。
エキゾウエルドの特長
分子結合コネクターで接着性が強い(1083℃で接着)
大電流で銅線以上の強い耐電流(直流29,000Aまで実績)
等電位メッシュに数種類の接続方式で簡易化
低コスト、少ない工数を実現(1 接続5 分以内) スティール、鉄筋、鉄骨、レールなどにも接地線の接続
連絡先情報
| 住所: | 台湾台北市師大路93巷18 號 |
| 電話番号: | 886-2-23632992 |
| FAX(ファクス): | 886-2-23639044 |
| メールアドレス: | cce@ccelect.com.tw |
| URL(ユーアールエル): | |
| 郵便番号: | 106 |
Copyright © 2025 集集電工業株式会社(CHI CHI Electric Co.,Ltd) All rights reserved. -Privacy Policy